










電磁除鐵器價格的懸掛高度起初確定為高度≤H的調節值
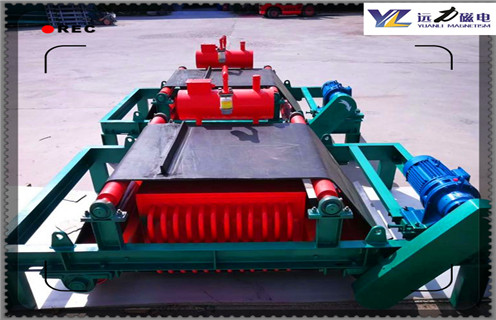
電磁除鐵器價格是一種產生強磁場吸引力的設備。 它可以清潔混合在材料中的鐵磁材料,從而確保輸送機系統中的破碎機和研磨機安全,正確地運行。 選擇此設備時,它具有自己的選擇指南:
根據雜質去除率,施工現場環境和其他要求選擇正確的設備。當安裝在皮帶輸送機的頭部時,由于物料的慣性,離開皮帶時的松動有利于物料中的鐵磁物料;將設備安裝在皮帶輸送機中部時,可用非磁性平輥代替輥子,以進一步提高除鐵效果;網站環境特殊。 當情況復雜時,應根據特殊情況對用戶進行特殊設計;使用多級除鐵器時,后部除鐵的清晰度應過高,否則除鐵效果會降低。
電磁除鐵器價格的懸掛高度起初確定為高度≤H的調節值(根據設備圖測量)。 如果使用傾斜裝置,則除了高度≤H標度外,還要檢查傾斜角α。 有關操作方法的詳細信息,請參閱電磁分離器表面高度的說明。
需要除鐵設備的臥式設備。 例如,機器的卸鐵帶的下工作表面應與傳送帶平行地進行測量。除了熨斗設備的傾斜裝置外,還需要使大皮帶的卸料機使物料的較高點與磁系統的中間位置對準,以更好地提高使用效果。調試鐵分離器后,它將穩定可靠,并且皮帶不會偏斜。 空載測試時間不得少于2小時。 觀察所有正常操作后,可以將其投入生產試運行。











